MHI Commends Outstanding Examples of Implementing its New Management Policy "ITO"

TOKYO, Mar 18, 2026 - (JCN Newswire) - Mitsubishi Heavy Industries Ltd. (MHI) has recognized 23 initiatives that achieved outstanding results by conferring the President's Award, including exemplary cases demonstrating the implementation of its new management policy, Innovative Total Optimization (ITO).
MHI Group announced its new management policy, ITO, effective May 2025. ITO constitutes a management methodology designed to maximize the potential inherent within the Group and achieve sustainable growth by pursuing group-wide optimization and scope expansion. By implementing ITO, the Group aims to create a virtuous cycle of transformation toward a high-profit structure and the reallocation of resources toward growth investments.
This year's President's Award recognized outstanding achievements across all areas of the Group, including exemplary initiatives stemming from putting ITO into practice, developing and implementing products and services contributing to solving social issues, and initiatives related to enhancing productivity and innovating business processes. Of these, 15 projects are highlighted below.
By conferring this President's Award, MHI aims to enhance allemployee's motivation to create new value based on its management policy. The Group is committed to achieving its mission in terms of "combining foundational technologies with cutting-edge knowledge to respond to changing societal and customer needs" while continuously striving to enhance corporate value.
World's First Demonstration of 50% Hydrogen Co-Firing Operation Conducted at a Large-Scale GTCC Plant
[Mitsubishi Heavy Industries, Ltd. (MHI) Energy Systems]
 Plant McDonough-Atkinson
Plant McDonough-Atkinson
(Photo courtesy of Georgia Power)
At Georgia Power's Plant McDonough-Atkinson in the U.S., 50% hydrogen co-firing was successfully demonstrated at the large-scale M501GAC gas turbine combined cycle (GTCC) power plant (gas turbine output: 283MW). This represents the world's first achievement in a commercial unit of this output class. In 2024, MHI Group was awarded a contract to conduct modification design and full-scale validation for converting an existing natural gas-fired gas turbine to hydrogen co-firing. The project included replacement of the combustors and installation of a hydrogen supply system. Working together with Mitsubishi Power Americas, Inc., a U.S.-based group company of MHI, it successfully completed demonstration testing in June 2025. By leveraging not only combustion technology but also comprehensive technical capabilities—including hydrogen supply systems, operations, and control systems—MHI Group achieved the world's largest hydrogen co-firing for utility-scale power generation, thereby contributing to the advancement of practical solutions for decarbonization.
Successful Completion of Retrofitting for Other OEM Boilers Driving Expansion in After-Sales Services
[Mitsubishi Heavy Industries, Ltd. Energy Domain]

On-site Construction Crew
MHI successfully completed a turnkey project for retrofitting other OEM boilers in Indonesia. Leveraging its extensive expertise as a boiler manufacturer, MHI developed an optimal retrofit plan for this project, achieving results that significantly exceeded the guaranteed performance. Additionally for the subsequent unit, MHI completed the project ahead of schedule. This outcome was achieved through detailed on-site surveys, measurements, and proprietary analysis, all of which earned high praise from the client. Building on these results, there is strong potential for expanding similar service projects.
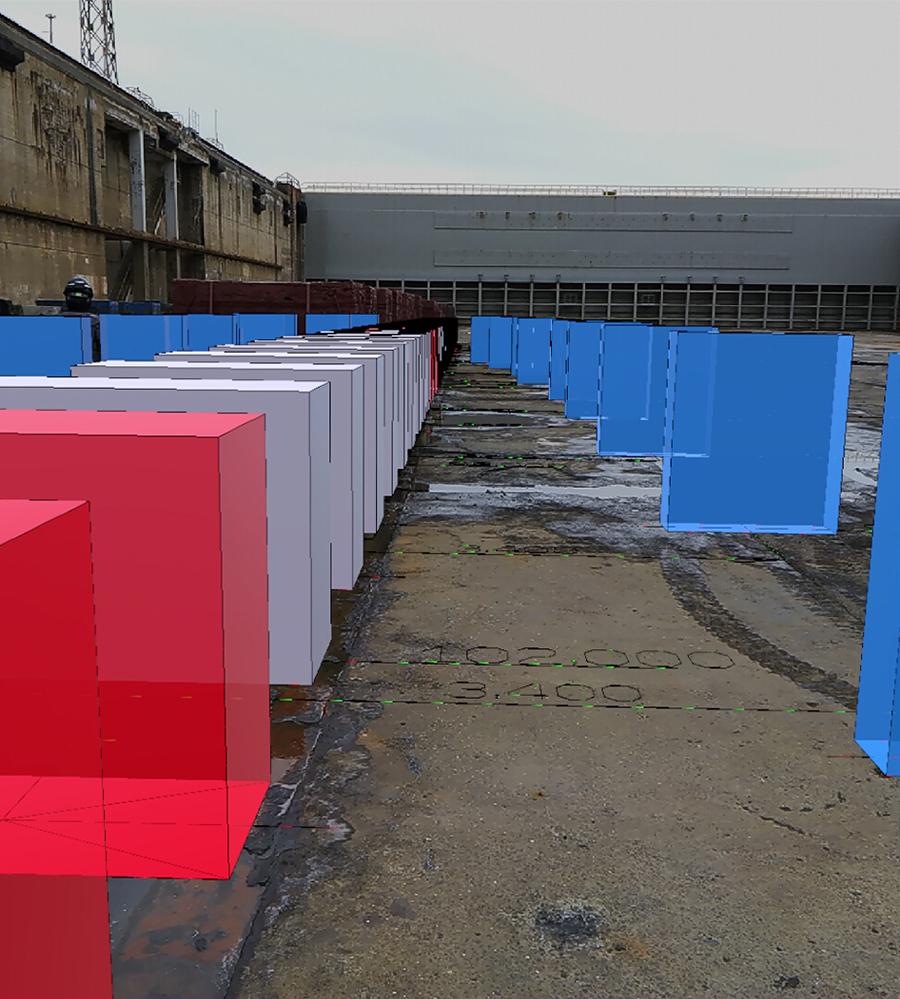
3D Design Service Capable of Shortening Design Lead Times and Cutting Costs for Plant Retrofitting Projects
[MHI Power Engineering Co., Ltd.]
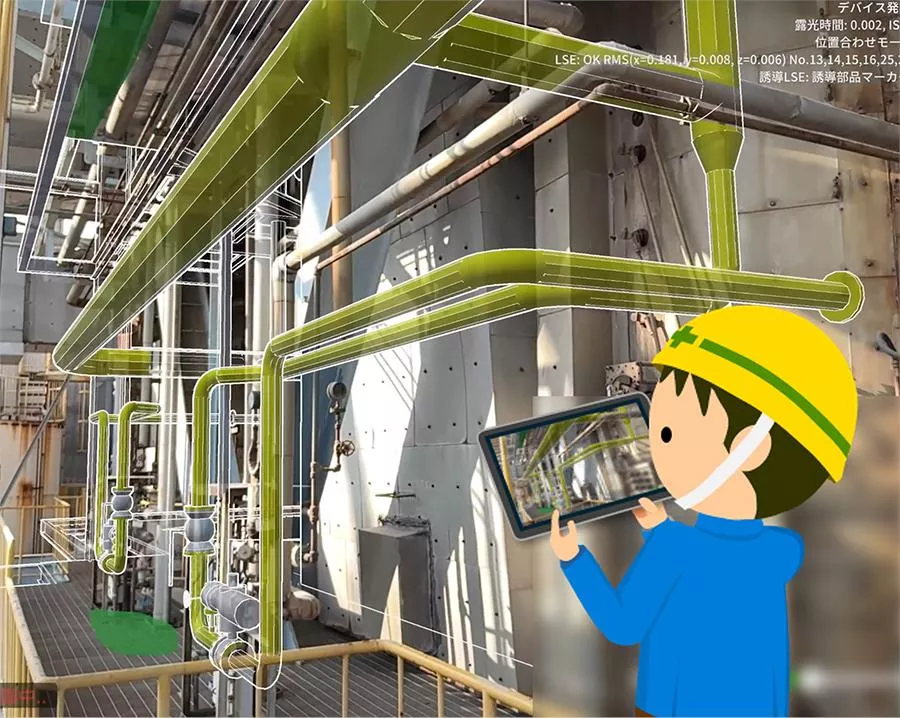
AR-View of Post-Retrofitting Data
superimposed onto actual site
for Interference Checking
MHI Power Engineering developed a solution for plant retrofitting projects that shortens spatial design lead times and cuts costs by up to approximately 30%. When designing spaces for older plants lacking blueprints, 3D drawings were traditionally created using laser scanning, but this posed challenges such as lengthy data processing times and the need to dispatch specialized measurement technicians. Therefore, MHI Power Engineering developed a method to create 3D data from videos shot with inexpensive commercial cameras, and techniques to display 3D-CAD models on-site using AR (i.e. Augmented Reality technology that superimposes digital information, such as images and audio, onto the physical world to enhance reality). This contributes to shortening lead times and reducing costs, as well as improving quality in spatial design. In addition to thermal power plants, it is increasingly being adopted for spatial design in nuclear power facilities, steelmaking machinery, and naval vessels.
MaiDAS®: Integrated Plant Operations System for Automated Operation and Operational Efficiency Improvement in Waste-to-Energy Plant
[Mitsubishi Heavy Industries Environmental & Chemical Engineering co., Ltd. (MHIEC) Engineering Division]

MHIEC Remote Operations Center
MHIEC has developed the integrated plant operation system MaiDAS®, which integrates AI/IoT technology with cloud virtualization and advanced security to enable remote monitoring and operational support, including automated operation, for waste-to-energy plants. With successful operation at 20 locations worldwide, this system enables automated operation of waste incinerators where control is challenging due to the variable characteristics of the waste as fuel. The system also integrates functions that contribute to reducing maintenance and administration cost, including the flexibility to enable remote monitoring from a desk PC while maintaining a high level of security, as well as optimal maintenance recommendations based on continuously collected operational data. Furthermore, MHIEC has obtained ISO 27001 (Information Security Management System certification) and ISO 27017 (ISMS Cloud Security certification), a first in the waste-to-energy plant industry. The Company also aims to work in tandem with the "MHIEC Remote Operations Center," established in December 2025, to further enhance the efficiency of plant operations.
Central Operation Cockpit (COC): Enabling Stable Plant Operation and Reduced Workload in Modern Steel Plants
[Electrics & Automation and Technology & Innovation, Primetals Technologies Germany GmbH]

Central Operation Cockpit (COC)
Primetals Technologies has developed an innovative centralized control system, the Central Operation Cockpit (COC), designed to enable a single operator to oversee major production units of a modern steel plant. The COC utilizes multiple integrated displays to instantly present critical events occurring throughout the plant. These events are detected, e.g., by AI-powered assistant functions. They provide operators with precise operational guidance, enabling rapid corrective actions and reducing downtime.The COC has already been implemented in six plant projects, where it has contributed to more stable operation and a reduced operator's workload. With its modular design, the COC is adaptable not only to steel plant applications but also can be used in a wide range of industrial sectors, supporting enhanced competitiveness and potential market expansion.
MHI Launches "Prismo," a Next-Generation Transit SystemCombining High Environmental Performance with Simplified Infrastructure
[Mitsubishi Heavy Industries, Ltd. GX Solutions]

Prismo
The new eco-friendly next-generation Transit System "Prismo" has launched in May 2025. Based on Fully Driverless operated vehicles (Level: GOA4) with extensive proven track records both domestically and abroad, it incorporates innovative energy storage module and energy management systems that eliminate the need for power rail, along with a center guidance system that allows for a slimmer track design. As an innovative new transportation system, it has attracted significant interest from both Japan and overseas, with high expectations arising from the market. Additionally, vehicle manufacturing is carried out at the Mihara Machinery Works Carbon Neutral Transition Hub Mihara (Hiroshima Prefecture), which has reduced CO2 emissions by 97.5% through solar power generation, playing a key role in MHI's MISSION NET ZERO. This also represents a strong example of business domain expansion, with expectations for enhancing the competitiveness of transit systems and driving business growth.
MHIET Achieves Rated Operation of a 100% Hydrogen Engine Generation Set at Demonstration FacilityRealizing Japan's Highest Output for 100% Hydrogen
[Mitsubishi Heavy Industries Engine & Turbocharger, Ltd. Engine & Energy Division]

100% Hydrogen Engine Generation Set
At the demonstration facility for the 6-cylinder 100% hydrogen engine generation set installed at the Sagamihara Plant, MHIET (Mitsubishi Heavy Industries Engine & Turbocharger, Ltd.) achieved a rated output (435 kW / 1,500 rpm) during 100% hydrogen operation, marking Japan's highest ever 100% hydrogen rated operation. Hydrogen engines are prone to unstable combustion due to their large size and high power density, but on this occasion, MHIET successfully suppressed such combustion by controlling the ignition process. Furthermore, the Company established and implemented safety guidelines and design standards to ensure the safe handling of hydrogen. Looking ahead to future societal trends, MHIET will continue working toward the practical application of these engines.
MHI Launches the LXZ / KXZ3 Series of Multi-Split Air-Conditioners for BuildingsA Combination of Both Comfort and Energy Efficiency
[Mitsubishi Heavy Industries Thermal Systems, Ltd. Air-Conditioner Designing & Engineering Department]

Multi-Split Air-Conditioners for
Buildings in Japan LXZ Series
MHI Thermal Systems has launched the new LXZ / KXZ3 Series multi-split air-conditioners for buildings, which combine both comfort and energy efficiency via structural and design innovations. This new product represents a full model change of the conventional model, more than 20 years after its initial development. The new model features a high-efficiency scroll compressor optimized for the low-GWP R32 refrigerant and variable-temperature and capacity control, enabling reductions in cooling-mode power consumption of approximately 10-21% compared to conventional models. It also supports continuous heating operation using a hot gas bypass method. Additionally, the system maintains a wide operating range of up to 52℃ during cooling and down to -25℃ during heating, ensuring adaptability to diverse environments. The model's features, designed for serviceability and ease of installation and combined with an innovative design, have been met with high regard. The LXZ series for Japan was awarded the GOOD DESIGN AWARD 2025, while the KXZ3 series for Europe received the international Italian design award, A'DESIGN AWARD 2025, and these accolades have further elevated the brand's value.
MHI Develops Automated Warehouses and Production Processes Maximizing the Throughput of Air-Conditioning Equipment
[Mitsubishi Heavy Industries - Mahajak Air Conditioners Co., Ltd. (MACO) Business Department]

Exterior of the MACO Automated
Warehouse
MHI has developed fully automated warehouses and production processes that enable centralized in-house management of all processes from the production planning of air-conditioning equipment to manufacturing, storage, and shipping. Since becoming fully operational, the system has maintained stable performance, increasing throughput (the capacity for production over a given period) by 40%. It also centralizes the management of previously distributed systems and their associated information, such as orders, production plans, and inventory. This is achieved with QR code-based visualization and AS / RS (Automated Storage and Retrieval System) using overhead conveyors and stacker cranes, thereby reducing inventory storage and handling costs by 65% compared with conventional warehouses.
Establishment and Company-Wide Rollout of Green Manufacturing Processes Combining Productivity Improvement and Energy Conservation
[Mitsubishi Heavy Industries, Ltd. Commercial Aircraft Systems]

Nagoya Aerospace Systems Works
Oye Plant
By leveraging digital technology and scientific approaches to conduct energy loss diagnostics and visualize factory equipment, this initiative has achieved both productivity gains and energy savings without requiring large-scale investment while still maintaining product quality. Centered on Nagoya Aerospace Systems Works Oye Plant, MHI launched its activities in FY2021. A cross-departmental team has been promoting energy conservation and streamlining of factory equipment with positive results. In FY2024, compared to FY2021, MHI achieved an 18% reduction in energy intensity and a 4,200-ton reduction in CO2 emissions. Furthermore, the Company received the "Agency for Natural Resources and Energy Commissioner's Award" at 2025 Energy Conservation Grand Prize. This scheme has been standardized and is currently being rolled out to other sites.
Practical Application of "MAG Machining" to Reduce Costs and Environmental Impact Aimed at Skin Panel Manufacturing for Aircrafts
[Mitsubishi Heavy Industries, Ltd. Commercial Aircraft Systems]
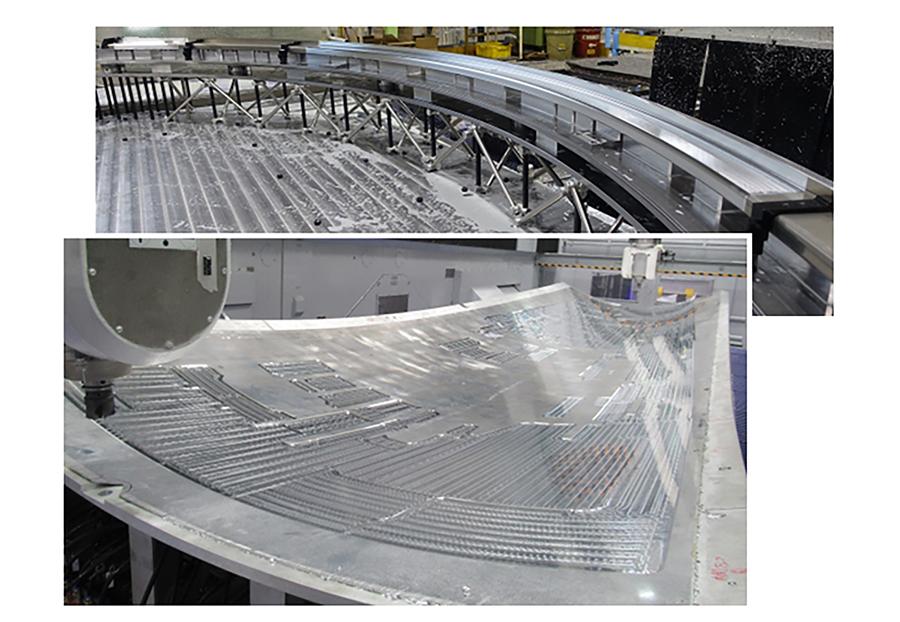
Skin (Bottom) and Frame (Top)
Processed by MAG Machining
MHI has put their "MAG (Mitsubishi Advanced Green) Machining Method" into practical use for high-precision machining of large core aircraft structural panels (frames and skins). Conventional chemical milling, which uses large quantities of chemicals to melt aluminum, was previously required for precision machining aluminum alloy panels up to 9 meters long with tolerances in the 10-micron range, meaning that reducing chemical usage to lower costs and environmental impact was a pressing challenge. Therefore, MHI developed MAG machining that combines cutting tool capable of handling complex shapes, technology that controls machining volume while measuring plate thickness using ultrasonic waves, and technology that automatically rectifies machining paths. MHI first adopted this for skin processing in FY2017. Then, by FY2025, the Company achieved the world's first machining of frames and completed the adoption of MAG machining for all parts previously processed by chemical milling. Compared to before, costs were reduced by approximately 30% and this fundamental machining method for aircraft manufacturing - established globally only by MHI - has been highly praised by The Boeing Company in the U.S.
Autonomous Mobile Collaborative Robot Platform "FCR-PF"Automation and Reduced Processing Times in Manufacturing
[Mitsubishi Heavy Industries, Ltd. Research Institute]

Flexible Collaborative Robot
Platform: FCR-PF
MHI Group has developed and implemented an autonomous mobile robot system (FCR-PF: Flexible Collaborative Robot Platform) to enhance throughput, reduce lead times, and minimize manpower at its manufacturing sites. This collaborative robot system, which can work together with workers in existing production areas, is software-driven and can easily increase the number of tasks it can handle by installing applications and changing the hand at the tip. It is also characterized as a "multi-skilled worker " that can perform not only one task but various other tasks. In addition, it can perform difficult tasks by cooperating with multiple robots, and it is also possible to combine individually introduced robots according to the situation. The development was completed with specifications that can be operated even in harsh field environments, and the system has already started to be operated in the manufacturing sites of the group. It has contributed to freeing workers from dangerous work and simple repetitive work, shifting to high-value-added work, and robotization/mechanization of skilled skills. In the future, the autonomous mobile multi-skilled worker collaborative robot system, which can improve the capacity utilization rate and investment effect, is expected to expand automation to improve throughput and shorten lead time.
MHI Has Developed Ultrasonic Testing that Significantly Reduces Inspection Lead Times
[Mitsubishi Heavy Industries, Ltd. Research Institute]
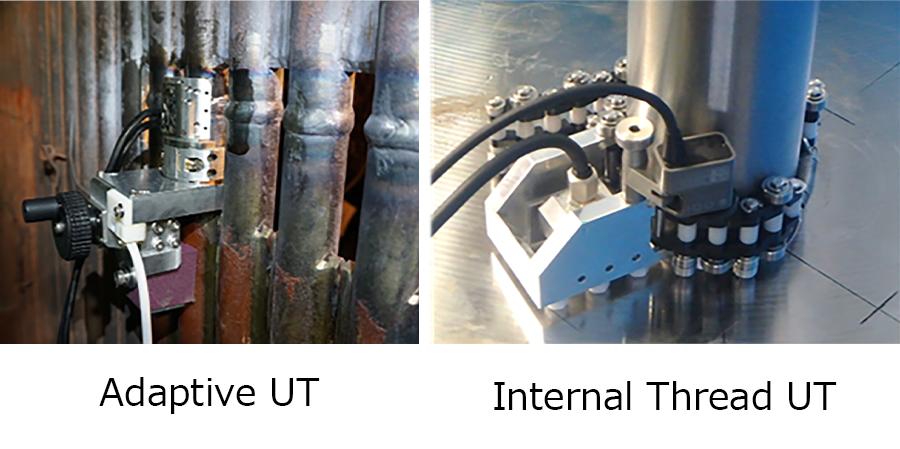
MHI has developed two UT (Ultrasonic Testing) technologies that enable inspections otherwise impossible with conventional methods. The "Adaptive UT" technology estimates the surface profile and corrects wave reflection and refraction, enabling direct inspection of internal defects without modifying complex surfaces. This technology has been implemented in boilers, reducing inspection lead times by 70% during periodic boiler inspections. In steam turbines, commercial aircraft, special vehicles, and other applications, it has enabled the inspection and quality verification of areas that were previously difficult to assess, resulting in greater design flexibility and improved reliability. The "Internal Thread UT" quantitatively measures thread height to determine damage, enabling integrity assessment of threaded sections without removing any bolts. Compared to conventional inspections that required bolts to be removed, this approach significantly reduces inspection lead times by 80% for steam turbines. These UT technologies, which defy industry norms, greatly contribute to the Company's after-sales service operations and design innovations by expanding design flexibility while ensuring quality, and are also expected to help shorten manufacturing lead times through their application as in-process inspections on production lines.
Maintenance Activities for Factory Infrastructure Equipment Utilizing Digital Technology in Factories
[Mitsubishi Heavy Industries, Ltd. Value Chain Headquarters]
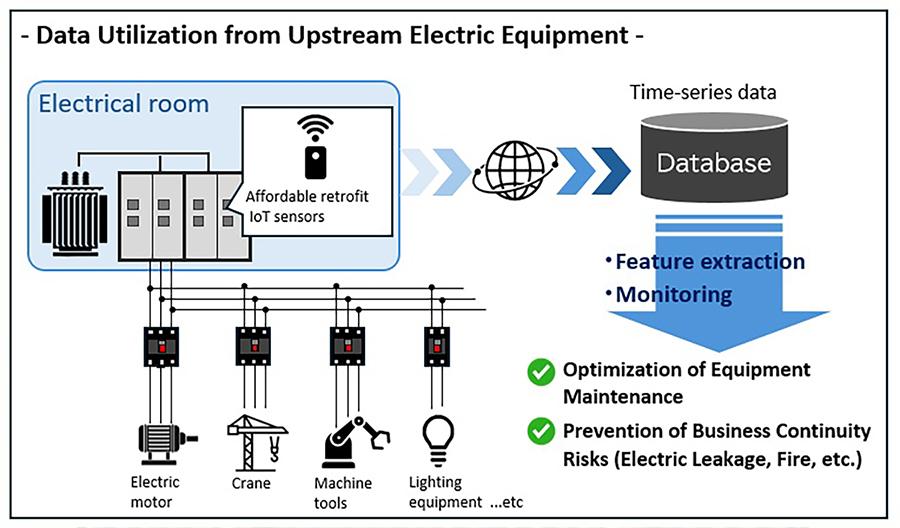
Advanced Factory Management
Using Infrastructure Data Analysis
This refers to activities to advance equipment maintenance, which tasks that tend to depend on experience and skills, by leveraging digital technology. In practice, this involves utilizing digital technologies such as IoT sensors that can be easily retrofitted to equipment and data cleansing to extract key features (numerical representations of data characteristics) from large datasets, thereby streamlining and enhancing the efficiency of infrastructure maintenance operations within MHI factories. The focus was on Hiroshima Machinery Works Kan-on Plant, which has approximately 22,000 terminal electrical systems while IoT sensors have been installed in the transformer rooms at the very top of the electrical system, establishing a mechanism to monitor the entire plant. Previously, manual inspections and meter readings were conducted at all 22,000 terminal equipment points, but now, automatic evaluation can be performed using data from just 350 substations, aiming to reduce the inspection workload by approximately 60%. This reduces the risk of leakage and curtails power outage inspection times for individual equipment inspections, which helps to prevent factory downtime. This is something that can also be deployed at other factories.
MHI Rolls Out Company-Wide XR PlatformAccelerating DX in Design and Production Processes
[Mitsubishi Heavy Industries, Ltd. Digital Innovation Division]
Improved Layout Marking Efficiency
by Overlaying Blocking Plans
MHI has promoted the company-wide deployment of XR(Note) technologies that enable the digital transformation of design and production processes by displaying digital data such as CAD in virtual spaces or on actual products, thereby preventing design rework and streamlining assembly and inspection operations. By standardizing and platformizing XR environment setup and operational procedures, the Company established a system enabling anyone to easily build and operate XR environments. As of the end of December 2025, adoption and pilot implementation have progressed accordingly across 12 departments. In aerospace systems, utilizing XR technology during the initial design phase assisted with identifying issues in product assembly and machining early on, helping to prevent rework. For commercial aircrafts and submarines, overlaying part installation positions onto the actual products has halved the time required for marking and layout work. Further company-wide implementation is expected to enhance profitability across the entire Group.
(Note) XR (Cross Reality) is an umbrella term covering VR (Virtual Reality), AR (Augmented Reality), MR (Mixed Reality), and other related technologies.
About MHI Group
Mitsubishi Heavy Industries (MHI) Group is one of the world’s leading industrial groups, spanning energy, smart infrastructure, industrial machinery, aerospace and defense. MHI Group combines cutting-edge technology with deep experience to deliver innovative, integrated solutions that help to realize a carbon neutral world, improve the quality of life and ensure a safer world. For more information, please visit www.mhi.com or follow our insights and stories on spectra.mhi.com.
Copyright 2026 JCN Newswire. All rights reserved. www.jcnnewswire.com
© 2026 JCN Newswire. All rights reserved. A division of Japan Corporate News Network.